TENSION CONTROL SYSTEM
- 1) 토오크 전류 제어에 의한 장력 제어
- MASTER AC Servo motor (LAMI, INFEED)에 의한 각 구동 AC Servo motor는 비례 연동 토오크 제어를 한다.
- 2) DRAW 제어에 의한 장력 제어
- 유니트 구간별 장력의 당김 정도 차이를 조작 판넬상 DRAW METER(구간 속도 차이)로 조정하여 장력 제어를 한다.
- 3) DANCER ROLL에 의한 장력 제어
- 댄서롤은 스프링, 공기압, 추에 의해 일정 방향으로 일정 크기의 힘이 가해져, 그위치의
변동에 관계없이 가공물에 일정의 장력이 인가되도록 구성되어 있는 것이다.
댄서롤을 사용할 경우에 장력은 서보의 제어와는 직접적으로는 관계가 없고 그림중
의 힘의 반(1/2)으로 결정되어 버린다. 그러나, 댄서롤이 장력제어의 기능을 갖는 것은
그것이 허용스트로크 이내에 있을 경우로 한정된다. 이 방식에서의 서보 구동모터의 역할은 댄서롤을 허용 스트로크 이내로 묶어 두기 위한 것이다.
아래 그림과 같이 댄서롤에 Potentiometer(위치 제어 감지기)를 취부하여 동작 중심위치롭 부터의 변위량을 전기신호로 변환하여 인출하고 있다
이신호를 댄서롤이 위로 치우칠 경우는 롤의 속도를 낮추고, 아래로 치우칠 경우는 속도를 높이는 극성으로 서보의 전류지령에 보정신호로 가하고 있다. 이것이 댄서롤은 항상 허용스트로크롤의 중심에 유지되도록 제어한다. 이방식은 과도적인 오차를 기계측에서 흡수가능하다는 특징이 있기 때문에 간단한 서보제어로 시스템을 구성한다. 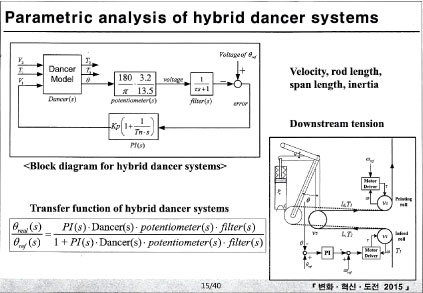
- 4) 장력 검출기(로드셀등)에 의한 장력 제어
- 장력검출기는 그림과 같이 Guide Roller 안쪽의 센타 롤러에 Pillow 블록을 사이에 세워서 설치하고, 재료장력을 하중으로 변환해서 검출하는 제품입니다.
이 경우, 검출기에 가해지는 하중은 그림과 같이 장력벡터화되어 그 위에 장력검출용 롤러의 질량이 더해지니다. 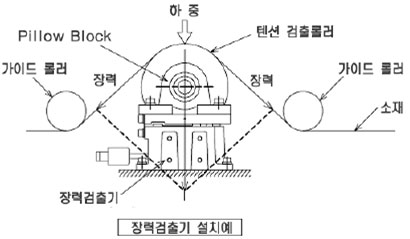
- 장력검출기는 재료의 폭이 넓을 경우에는, 재료가 한쪽으로 치우쳤을 경우라도 전폭장력을 정확하게 검출할 수 있게 장력검출용 롤러의 양단에 1대씩 총 2대를 사용합니다.